Tel: +86 - 577 58199535
English
Español
China
Home
About us
Company Profile
Precision Workshop
Customer
Certificates
Products
News
Company News
Expo News
FAQ
Contact us
720VR
404:The request page was not found
Maybe you'll be interested in some of our other products
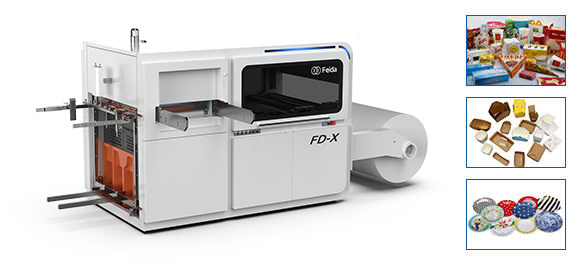
Roll Die Cutting Machine
FDQF Full Automatic Stripping Roll Die Cutting Machine
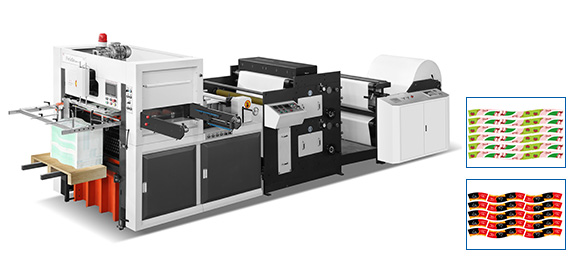
Roll Die Punching Machine
Roll Die Punching Machine inline Flexo Printer
Aluminum Lid Roll Die Punching Machine
Roll Die Cutting Machine inline Flexo Printer
ZBQF Fully Automatic Stripping Roll Die Cutting Machine
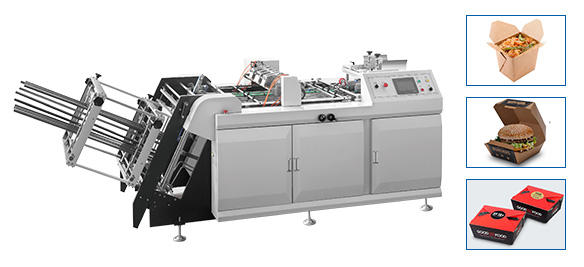
Carton Erecting Machine ZX-1200
Want Quote & Solution Now?
Get In Touch
We value your privacy
We use cookies to provide you with a better online experience, analyse and measure website usage, and assist in our marketing efforts.
Accept All
 Español
Español China
China